
ئومۇمىي چۈشەنچە
CNC ماشىنا قورالى مېخانىك ، ئېلېكتر ، گىدرولىك ، ئۆپكە ، مىكرو ئېلېكترون ۋە ئۇچۇر ۋە باشقا تېخنىكىلارنى ئېلېكتر-مېخانىكىلىق بىرىكتۈرۈش مەھسۇلاتلىرىنىڭ بىرى سۈپىتىدە ، مېخانىك ئىشلەپچىقىرىش ئۈسكۈنىلىرىدە جانلىق ، ئاممىباب ، يۇقىرى ئېنىقلىق ، يۇقىرى ئېنىقلىق بىلەن بىرلەشتۈرۈلگەن قوللىنىشچان پروگرامما. ئۈنۈملۈك «ئەۋرىشىم» ئاپتوماتىك ئىشلەپچىقىرىش ئۈسكۈنىلىرى ، ئۇ تەلەپ قىلىنغان ھەر خىل مەشغۇلات ۋە باسقۇچلار ۋە خىزمەت كودىنىڭ شەكلى ۋە چوڭ-كىچىكلىكىنى بىر تەرەپ قىلىدۇ ، رەقەملىك كود ئارقىلىق كونترول ۋاستىسى ئارقىلىق رەقەملىك كونترول ئۈسكۈنىسىگە ، سانلىق مەلۇمات كونترول ئۈسكۈنىسى كىرگۈزۈش ئۇچۇرىغا كېلىدۇ. بىر تەرەپ قىلىش ۋە ھېسابلاش ، بۇيرۇق كونترول ماشىنا قورال سىستېمىسى ۋە قوزغاتقۇچ زاپچاسلىرى ، لازىملىق ئەسەرنى ئاپتوماتىك بىر تەرەپ قىلىش. CNC ماشىنا قوراللىرىنىڭ تېخنىكىلىق سەۋىيىسى ۋە ئۇنىڭ مېتال كېسىش ماشىنىسى قوراللىرىنىڭ ئىشلەپچىقىرىش ۋە ئومۇمىي ئىگىدارلىق ھوقۇقىدىكى نىسبىتى بىر دۆلەتنىڭ مىللىي ئىقتىسادىي تەرەققىيات ۋە سانائەت ياسىمىچىلىقىنىڭ ئومۇمىي سەۋىيىسىنى جەزملەشتۈرۈشتىكى مۇھىم كۆرسەتكۈچلەرنىڭ بىرى. يېقىنقى يىللاردىن بۇيان ، CNC ماشىنا قوراللىرىنىڭ جۇڭگو كارخانىلىرىدىكى ئۈلۈشى يىلدىن-يىلغا كۆپەيدى ، ئۇ چوڭ ۋە ئوتتۇرا تىپتىكى كارخانىلاردا كۆپ ئىشلىتىلدى ، ئۇ ئادەتتە ئوتتۇرا ، كىچىك كارخانىلاردىمۇ ئىشلىتىلىدۇ. يەككە كارخانىلار.
CNClathe جەريان تەلىپى
- ئەسەرنى CNC رېشاتكىسى بىر تەرەپ قىلغاندا ، يەم-خەشەك مىقدارى كۆپ ، پىششىقلاپ ئىشلەش سۈرئىتى تۆۋەن بولىدۇ ، ھەمدە ئەسەرنىڭ يۈزى تەكشى بولمىغاچقا ، پىششىقلاپ ئىشلەش جەريانى تەسىرگە ئۇچرايدۇ.
- Lathefinishing ، يەم-خەشەك مىقدارى ئاز ، پىششىقلاپ ئىشلەش ئۈنۈمىگە كاپالەتلىك قىلىش ئۈچۈن ، تەكشۈرۈش سۈرئىتى يۇقىرى بولىدۇ.
- ئايلانما ماتورنىڭ تۆۋەن سۈرئەتلىك ۋە بۇرۇلۇش مومېنتى بولۇشى تەلەپ قىلىنىدۇ ، ھەمدە پىچاق بىلەن ياسالغان ، ھەمدە يۇقىرى سۈرئەتتە يۈگۈرەلەيدۇ.
- ئوخشىتىش سىگنالىنى قوبۇل قىلىش يۇقىرى سىزىقلىق ۋە تۆۋەن يۈك ئارىلىشىشنى تەلەپ قىلىدۇ.
- Themotor شاۋقۇنى كىچىك ، سىستېما ئاپتوماتلاشتۇرۇش ئۈسكۈنىلىرىگە دەخلى قىلىش كىچىك. سۈرئەتنى تېزلىتىش ۋە ئىمكانقەدەر تېزلىتىش.
CNClathe KD600 يۈرۈشلۈك مەھسۇلاتلىرىنىڭ ئەۋزەللىكى
Kd600 يۈرۈشلۈك يۇقىرى ئىقتىدارلىق ۋېكتور تەتۈر ئايلىنىش ئىلغار ئېقىننى كونترول قىلىش تېخنىكىسىنى قوللانغان ، تۆۋەن سۈرئەتلىك ماتورنىڭ بۇرۇلۇش مومېنتى چوڭ ، سۈرئەتنىڭ توغرىلىقى يۇقىرى ، باھاسى مۇۋاپىق ، ئىقتىدارى تولۇق ، شۇ ھامان توك كاشىلا بىر تەرەپ قىلىش ۋە سۈرئەتنى ئىز قوغلاپ قايتا قوزغىتىش. ، سىستېمىنىڭ ئۈزلۈكسىز مەشغۇلات مېخانىزمىنى ئەمەلگە ئاشۇرۇشىغا كاپالەتلىك قىلىش ، ماتورنىڭ ئەڭ يۇقىرى ئۈنۈملۈك ھالەتتە يۈرۈشىگە كاپالەتلىك قىلىش ئۈچۈن ، شۇڭلاشقا KD600 يۈرۈشلۈكى يۇقىرى ئىقتىدارلىق ۋېكتور تەتۈر ئايلانما ئايلانما AC مۇلازىمېتىر سىستېمىسىنىڭ ئورنىغا ماشىنا سايمانلىرى سانائىتىنىڭ ئەڭ ياخشى تاللىشى. KD600 يۈرۈشلۈك تەتۈر ساندۇقىنىڭ تۆۋەندىكى ئىقتىدارلىرى بار:
- ئۆزگىچە ئاجىز ماگنىتلىق كونترول تېخنىكىسى: تۆۋەن چاستوتىلىق چوڭ بۇرۇلۇش موتورىنى ياخشى كونترول قىلالايدۇ ، 0 ~ 600Hz غىچە ئىجرا بولىدۇ.
- تېز سۈرئەتلىك توختاش سۈرئىتى: ماگنىت ئېقىمىنىڭ ئاستىلىشىنى توختىتىش تېخنىكىسى ماتورنى ئاستىلىتىدۇ ۋە قىسقا ۋاقىت ئىچىدە توختايدۇ.
- سۈرئەتنىڭ توغرىلىقى ۋە مۇقىملىقى: سۈرئەت تەڭشەشنىڭ تۈزلىكى ياخشى ، سۈرئەت مۇقىملىقىنىڭ توغرىلىقى يۇقىرى ، يۈك ئۆزگەرگەندە سۈرئەتنىڭ تەۋرىنىشى 5/1000 ئىچىدە.
- ئەلا سۈپەتلىك تۆۋەن چاستوتىلىق ئىقتىدار: ئەلالاشتۇرۇلغان PG ھەقسىز ۋېكتور كونترول ھېسابلاش ئۇسۇلى ، تۆۋەن چاستوتىلىق 1Hz لىك% 150 لىك بۇرۇلۇش مومېنتى چىقىرىش ، قۇرۇق پىششىقلاپ ئىشلەش جەريانىدا كۈچلۈك كېسىش كۈچىگە كاپالەتلىك قىلىش.
- تەمىنلىگۈچى كۆپ چاستوتا كىرگۈزۈش ھالىتى: 2 توك بېسىمى مەنبەسى 0 ~ 10V ياكى -10V دىن + 10V غىچە ، 1 نۆۋەتتىكى مەنبە 4 ~ 20mA ياكى 0 ~ 20mA كىرگۈزۈش.
- تور ئېلېكتر بېسىمىنىڭ كەڭ دائىرىسى: ھەرخىل تور مۇھىتىغا ئىلغار ئالماشتۇرۇش توك بىلەن تەمىنلەش لايىھىسىنى قوللىنىشقا بولىدۇ.
- ئېسىل ئىشلەپچىقىرىش جەريانى: ئۆزگىچە سىرنى قېلىنلاش جەريانىنى قوللىنىدۇ ، ھاۋا نەيچىسى ئىچكى PCB دىن پۈتۈنلەي ئايرىۋېتىلىدۇ ، مېتال توپا ، چىرىتكۈچى گاز ۋە نەملىك قاتارلىق قاتتىق فىزىكىلىق مۇھىتقا كۈچلۈك ماسلىشىشچانلىقى بار.
- ئىچىگە ئېقىپ كەتكەن سۈمۈرگۈچ توك يولى ئۈسكۈنىلەر توك قاچىلىغاندا ئادەم بەدىنىگە بولغان توك سوقۇشىنى زور دەرىجىدە تۆۋەنلىتىدۇ.
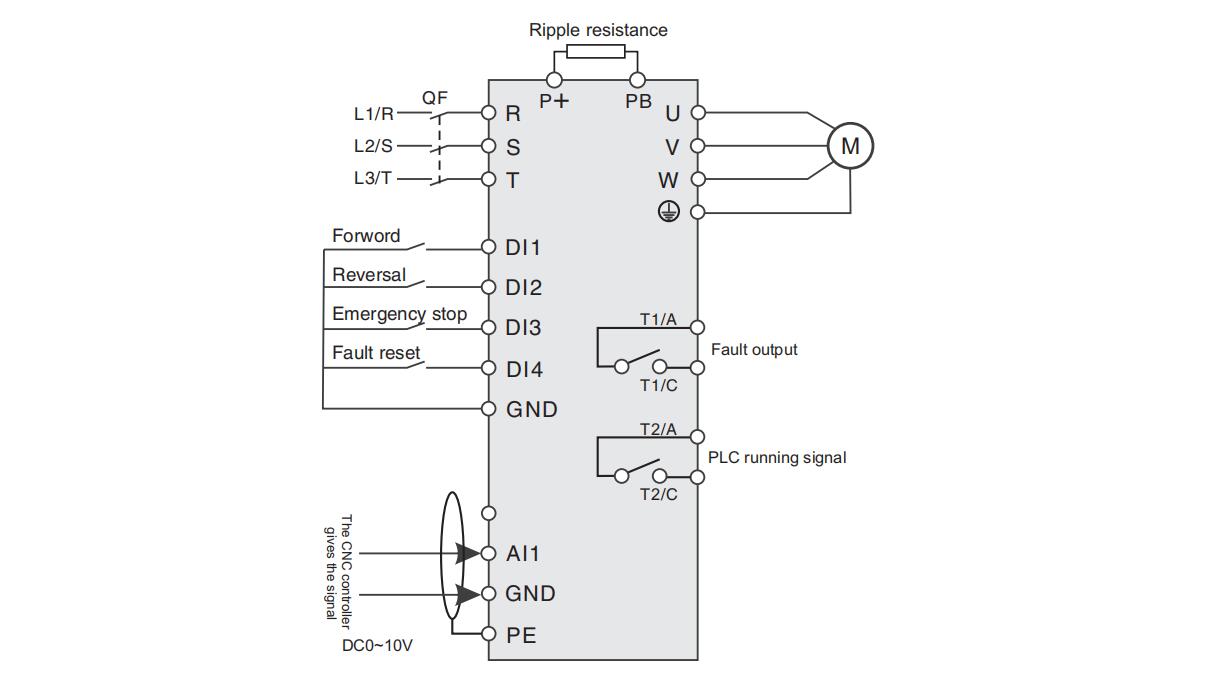
ئاساسىي سىم دىئاگراممىسى
پارامېتىر تەڭشىكى ۋە چۈشەندۈرۈشى
| پارامېتىر تەڭشىكى | كۆرسەتمە | پارامېتىر تەڭشىكى | كۆرسەتمە |
| P0-03 = 1 | PG ۋېكتور ھالىتى يوق | P4-01 = 11KW | ماتورنىڭ دەرىجىسى |
| P0-04 = 1 | سىرتقى تېرمىنال باشلىنىدۇ ياكى توختايدۇ | P4-02 = 380V | ماتورنىڭ توك بېسىمى |
| P0-06 = 2 | ئوخشىتىش مىقدارى AI1 بېرىلگەن | P4-04 = 22.6A | ماتورنىڭ باھاسى |
| P0-14 = 150 | ئەڭ چوڭ چىقىرىش چاستوتىسى | P4-05 = 50Hz | ماتورنىڭ چاستوتىسى |
| P0-16 = 150 | يۇقىرى مەشغۇلات چاستوتىسى چېكى | P1-06 = 1435RPM | ماتورلۇق سۈرئەت |
| P0-23 = 1.0 | تېزلىنىش ۋاقتى | P6-00 = 2 | خاتالىق |
| P0-24 = 0.8 | كېچىكىش ۋاقتى | P6-02 = 1 | مەشغۇلات قىلىۋاتقان چاستوتا ئايلاندۇرغۇچ |
| P5-00 = 1 | ئالدىغا يۈگۈرۈش | P5-01 = 2 | تەتۈر ئىجرا |
| P4-01 ~ P4-06 ماتورلۇق پارامېتىرلىرى توغرا كىرگۈزۈڭ | |||
ھەل قىلىش نەتىجىسى
KD600 يۈرۈشلۈك يۇقىرى ئىقتىدارلىق ۋېكتور چاستوتا ئايلاندۇرغۇچنىڭ ماشىنا سايمانلىرىنى كونترول قىلىش تەلىپىنى تولۇق قاندۇرالايدىغانلىقى ئىسپاتلاندى. KD600 ئالدىنقى قاتاردا تۇرىدىغان PG ھەقسىز ۋېكتور كونترول ھالىتىنى قوللانغان بولۇپ ، تۆۋەن سۈرئەتلىك (تۆۋەن چاستوتا) مەشغۇلاتىدىمۇ ئوخشىمىغان زاپچاسلارنىڭ پىششىقلاپ ئىشلەش ئېھتىياجىنى قاندۇرالايدۇ ، شۇنداقلا ئەنئەنىۋى دومىلاش شەكىللىك ئايلانما قۇرۇلما ۋە بۇ يۇمىلاق شەكىلنى تولۇق ئالماشتۇرالايدۇ. قۇرۇلمىسى ئاددىي ، ئىخچام بولۇپ ، ھەقىقىي قەدەمسىز سۈرئەتنى تەڭشەشنى ئەمەلگە ئاشۇرالايدۇ. بۇ ئايلانما تېزلىك سىرتقى ئوخشىتىش سىگنالى ئارقىلىق كونترول قىلىنىپ ، ئوخشىمىغان بىر تەرەپ قىلىش جەريانىدىكى چىقىرىش چاستوتىسىنى كونترول قىلىدۇ (مەسىلەن يىرىكلەش ، تۈگىتىش قاتارلىقلار) ئوخشىمىغان سۈرئەتكە موھتاج ، بۇ ۋاقىتتا ، سان كونترول سىستېمىسى ئوخشىمىغان ئوخشىتىش بېسىمى سىگنالىنى تارقىتالايدۇ. inverter ئوخشىمىغان سۈرئەتنى قولغا كەلتۈرىدۇ ، باشلاش ۋە توختىتىش سىگنالىمۇ سان كونترول سىستېمىسى تەرىپىدىن كونترول قىلىنىدۇ ، بۇ ئاپتوماتلاشتۇرۇش دەرىجىسىنى ئۆستۈرىدۇ ۋە قورالنىڭ ئىشلىتىش مۇددىتىنى ئۇزارتىدۇ.

يوللانغان ۋاقتى: 17-نويابىردىن 20-نويابىرغىچە